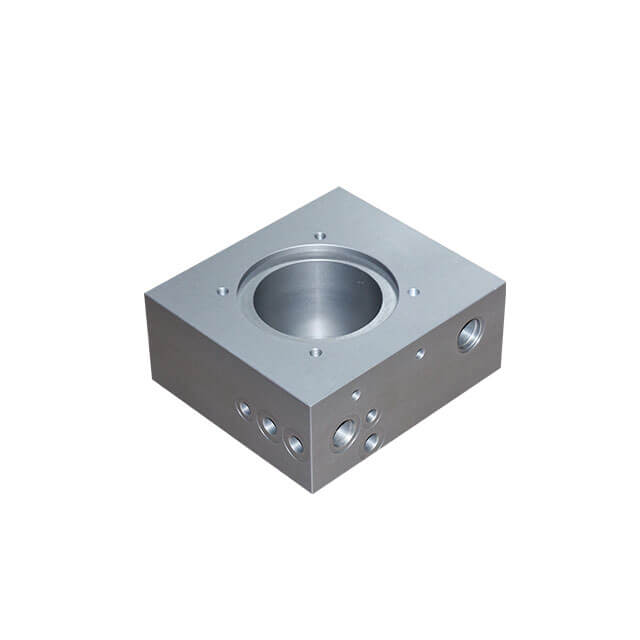
Une fois la conception du bloc de vannes terminée, la technologie de traitement est la suivante : prétraitement. Le matériau de traitement du bloc de vannes doit être compact et exempt de couche intermédiaire, de trachome et d'autres défauts. Le flan doit être inspecté avant le traitement. Les blocs de fonte et les gros blocs d'acier doivent être vieillis et prétraités avant d'être transformés. Coupe. En règle générale, au moins 2 mm de tolérance d'usinage doivent être réservés pour chaque côté. Profil de fraisage. Fraisage de 6 côtés du bloc de vannes, laissant une quantité de meulage grossier de 0,2 à 0,4 mm de chaque côté. Meulage grossier. Broyez grossièrement 6 côtés du bloc de vannes, laissez une quantité de broyage fin de 0,05 à 0,08 mm de chaque côté, assurez-vous que le parallélisme de chaque paire de surfaces correspondantes est inférieur à 0,03 mm et que la perpendicularité de deux surfaces adjacentes est inférieure à 0,05 mm. Tracer une ligne. Si possible, il peut être complété directement avec une perceuse à centrer sur une perceuse à commande numérique. Forage. La rugosité de surface de chaque trou est Ra12.5. Broyage fin. Meuler 6 surfaces du bloc de vannes à une rugosité de ra0,4um. Lors de l'usinage du bloc de vannes, la tolérance de forme et de position doit être strictement contrôlée pour répondre aux exigences d'utilisation. La valeur de référence de la tolérance de forme et de position est la suivante : la tolérance de perpendicularité entre les six surfaces du bloc vannes est de 0,05 mm ; La tolérance de parallélisme de la surface opposée est de 0,03 mm ; La tolérance de planéité de chaque surface est de 0,02 mm ; La tolérance de perpendicularité entre le filetage et sa surface de contact est de 0,05 mm ; La tolérance de perpendicularité entre tous les trous et la face d'extrémité est de 0,05 mm
Ébavurage et nettoyage : afin d'assurer la propreté du système hydraulique, le bloc de vannes doit être ébavuré. À l'heure actuelle, de nombreux fabricants utilisent encore la brosse pour l'ébavurage manuel, mais utilisent également la méthode de sablage au méthane pour l'ébavurage. Après l'ébavurage, le bloc de vannes doit passer l'inspection endoscopique pour s'assurer que l'ébavurage est terminé. Nettoyez le bloc de vannes. Enlevez toutes sortes de particules polluantes, corrosives, graisses, etc. sur la surface du bloc de vannes.




 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED

Wuxi MAYTAG Precision Machinery Co., Ltd.
Adresse
No 26, Xinjin Road, meicun Town, Xinwu District, Wuxi
qyh@wxmtk.com
Tel
86-13861801886
Tous droits réservés © Wuxi MAYTAG Precision Machinery Co., Ltd.
 86-13861801886
86-13861801886 qyh@wxmtk.com
qyh@wxmtk.com


